|
公司基本資料信息
|
|||||||||||||||||||||||||||||
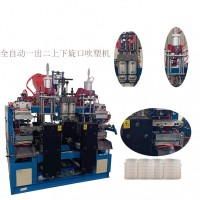
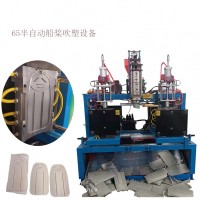
吹塑的模具大多是二半的.在工作時把從模頭擠出來的型坯合在一起然后吹塑.它的標準程序一般是這樣的:移模-合模-鎖模-加壓-吹針進入-吹氣-排氣-泄壓-開模-移模-進入下一個循環.所以見意你在設計控制時.要求你做到.移模不到位不合模,合模不厚.所以你在設計模頭控制時我有以下幾點意見.一在模頭液壓沒起動組成一個系統.極其繁瑣.在有于每個產品的生產和要求不同而它的生產工藝也會不同所以它的工作程序和要求也會不同.安全要放在位的也就是說在一個封閉到位不鎖模.鎖模不到位不加壓.加壓不到位吹針不進入.吹針進入不到位不吹氣.排時.螺桿電機不可能到設定泄壓值時.模具不開模.開模不到位不移模.移模不到位下一個循環停止工作并報警.每一個動作不到位都能報警并在PLC或操作面板能清楚的顯示.還有是冷卻水溫度正常.過高或過低都能顯示過高或過低時能報警并能顯示不一定要求停機?
責權聲明:
①本版塊的所有文章及圖片均為客戶自行編輯,其版權為客戶所有,客戶需保證其編輯的文章及圖片均無侵犯任何第三方的合法權益,如被第三方維權,由客戶承擔全部責任;
② 本網站僅為展示平臺,如要轉載,請與我網站聯系協助獲得授權;
③發布內容如有侵權,請及時聯系我網站進行刪除。
※ 聯系電話:400-854-6788
 |
 |
 |
 |
 |
 |
 |
 |
 |