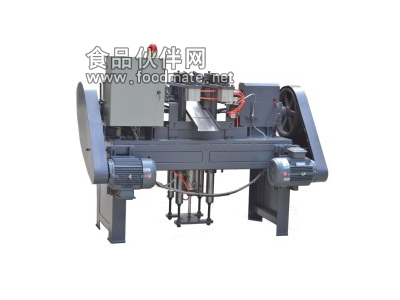
全自動鋼筋套筒攻絲機”參數說明適用行業: 通用 精密度: 普通精度類型: 攻絲 自動化程度: 自動刀具數量: 2 加工方法: 攻絲“全自動鋼筋套筒攻絲機”詳細介紹全自動套筒攻絲機調整 (注意:以下工作要在斷電狀態下進行) 由于本機可實現多種規格套筒的加工,所以必須根據套筒的實際尺寸對機床的送料系統,加緊系統,導螺桿主軸,絲錐卡套等進行相應的調整或更換。 1、 料槽部分調整 料槽由排料槽與送料槽組成,排料槽的寬度要大于工件長度一般為+2~+4MM。送料槽要根據工件的直徑做高度方向的調整,一般要求送料槽裝上工件后于夾具中的工件同軸(如果不同軸需要調整相應螺栓),用與氣缸連接的送料桿推進工件應順利無卡。另外排料槽的斜角也可以適當的調整,一般建議斜角越小越好,但要滿足自動走料的要求。 送料桿是安裝在送料汽缸上,左右送料汽缸由電磁閥控制,手動操作時通過按壓電磁閥上的手動按鈕來控制送料桿的前進與后退。送料桿的送料位置要根據工件的長度做相應調整,一般建議工件在夾具的中心位置夾緊,其調整方法是通過調節送料桿與汽缸桿的螺紋連接長度確定。 2、 夾具部分調整 更換夾具時從壓板上拆下夾具,夾具用M10螺絲固定在上下壓板上。夾具更換不影響中心位置,由加工控制,所以一般攻絲機床中心位置不需要調整,除非維修過升降汽缸或升降臺板后需要重新調整中心高。 (1) 夾緊力的調整。一般建議選用本批次產品中外圓直徑的工件作為樣件進行夾緊力調整,力度標準為手工用力提起杠桿臂后汽缸頂桿距杠桿臂的距離為15MM,可通過杠桿臂上氣缸的活塞桿進行調整。 (2) 杠桿臂位置調整。一般我們建議夾緊汽缸完全伸出后其頂桿與杠桿臂定位孔成一直線,如果不是一直線,可通過調整杠桿臂前支點的兩塊支架板的前后位置進行調整。調整好后用本批次外圓工件進行送料實驗,如果無問題就可進行下一步調整。 3、 攻絲軸部分調整 (1) 攻絲軸的螺距要與被加工工件螺距一樣,否則不能進行加工。本機的絲錐柄已經按標準絲錐與標準工件的長度尺寸進行優化設計,保證整根絲錐的全壽命使用。
責權聲明:
①本版塊的所有文章及圖片均為客戶自行編輯,其版權為客戶所有,客戶需保證其編輯的文章及圖片均無侵犯任何第三方的合法權益,如被第三方維權,由客戶承擔全部責任;
② 本網站僅為展示平臺,如要轉載,請與我網站聯系協助獲得授權;
③發布內容如有侵權,請及時聯系我網站進行刪除。
※ 聯系電話:400-854-6788